
Lost-Wax Casting
Lost wax casting is an ancient mode of metal working dating back nearly 6000 years. (Wikipedia, 2021.) Beeswax was used to create wax models sculpted by hand in ancient times, whereas now we regularly use vulcanized rubber molds, found objects, organic materials, and 3-D printers, as well as good ol' hand-carving.
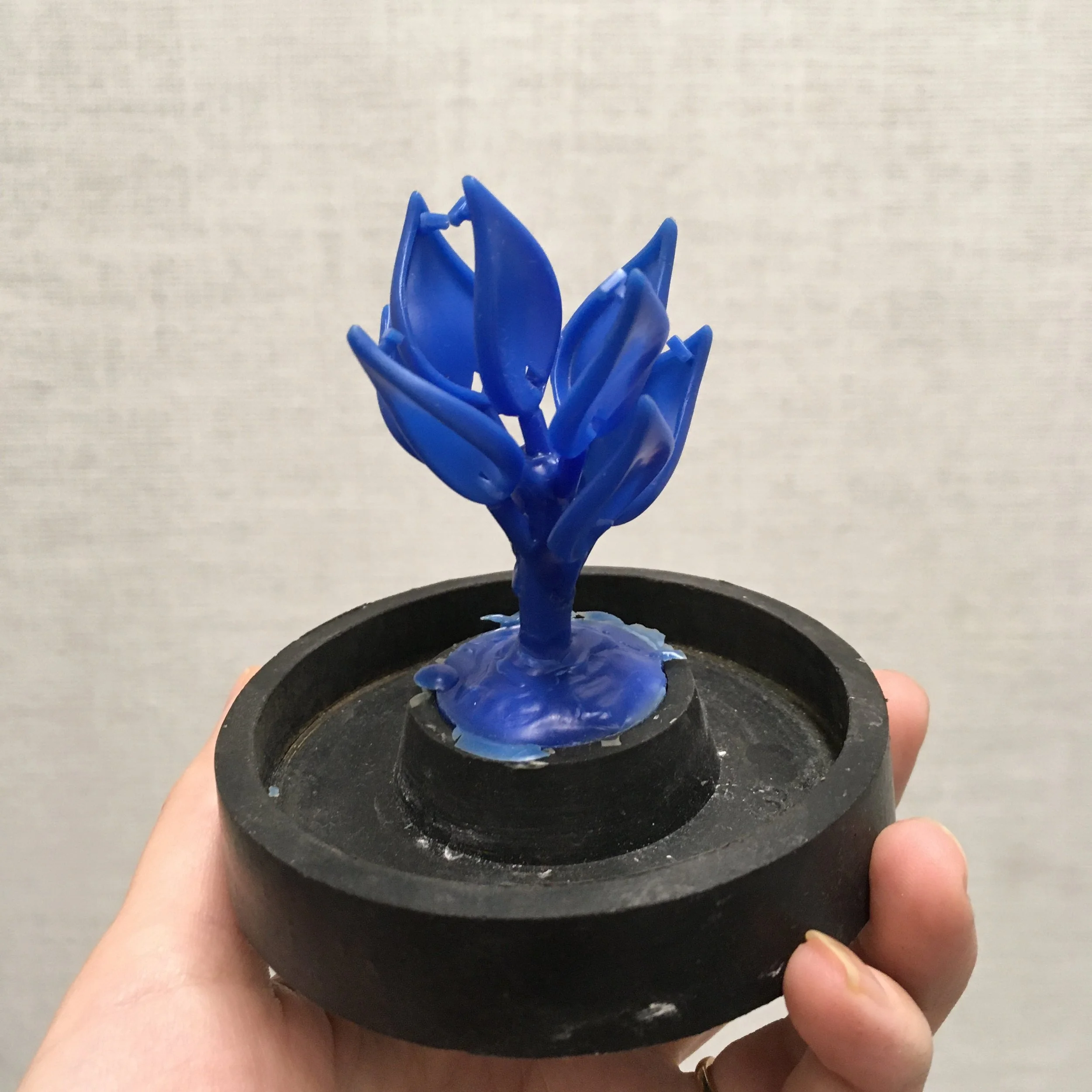
1. Wax Model
A wax model is carved from a block of jeweller's wax using a subtractive method (think carving away from a marble block) or formed from soft wax using an additive method (think building up out of clay). All of the details from the wax model will be present in the casting due to the mold-making process using fine silicate powder called investment.

Hand carved wax model
2. Sprue
Once the wax model is finished, a "sprue" is added on a part of the model that has less detail. The sprue is a wax rod that becomes the channel by which the molten metal will enter the model. The sprued model is weighed at this point in order to calculate the amount of metal needed for the casting. The general formula is weight of wax times the specific gravity of the metal plus an excess of 10-15g for the "button". The sprued model is then attached to a rubber base that fits onto a metal tube called a flask.

Wax model with sprue
Wax models sprued in a tree formation for producing multiples. These waxes were made using a mold from an initial casting
3. Investing
Once the flask is sealed onto the rubber based, the flask is filled with a mixture of investment powder (fine powdered silcate) and water to create a slurry that hardens into a plaster that is able to withstand high temperatures.

Empty flask

Flask with rubber bottom attached, ready to add the investment
4. Burn Out
Once the investment has hardened and dried for ~2 hours, into the kiln it goes! The temperature of the kiln is slowly brought up to 1350 degrees F maximum. This is the typical temperature that investment can withstand. Beyond this temperature, the investment will start to break down and cause problems with the casting. (If you are casting platinum, a special high-temp investment is required.) The temperature is kept high for about 2 hours in order to completely burn out and vapourize all of the wax.

Diagram L to R: wax model, invested flask, burnout, casting, breaking out of the mold, cutting off the now metal sprue of the cast piece.
5. Casting
After the wax has been burnt out, the kiln is lowered to the appropriate temperature for whatever metal you are casting with. ~900 degrees F is the temp we will be casting sterling silver.
Here is a video I created to show the process from kiln to pickle!
Video link: https://youtu.be/PRd9YdnYKA4


Here's another video to show you what is going on inside the machine from an angle I couldn't get safely with my mini tripod!
Video link: https://www.youtube.com/watch?v=j-I0l5Rh0wg
6. Finishing
Once the castings have been cleaned of the investment and pickled in an acid solution (AKA pickle) to remove the surface oxidization, the finishing begins. Firstly, a jeweller's saw or sprue-cutter will be used to removed the casting from the now-metal sprue and button. Then files & increasing grits of sandpaper/emery paper are used to remove the surface texture from casting, often called casting skin. The final stage is polishing on a polishing motor with abrasive compounds. After that, any extras like stone-setting, engraving, and patina are added.
I hope you enjoyed my intro to lost-wax casting! Please feel free to ask questions or leave comments/feed-forward on the Asynchronous Forum on Moodle.
References
Wikimedia Foundation. (2021, July 23). Lost-wax casting. Wikipedia. Retrieved October 29, 2021, from https://en.wikipedia.org/wiki/Lost-wax_casting.

This work is licensed under a Creative Commons Attribution-NonCommercial-ShareAlike 4.0 International License.